







Kombineret maskinlinje til stålkonstruktionsbjælkeboring og -savning




| NO | Punkt | Parameter | ||||||||
| DLS400 | DMS700 | DMS1206A | DMS1250 | |||||||
| 1 | Pladestørrelse | H-bjælke | Webhøjde | 100 mm~400 mm | 150~700 mm | 150~1250 mm | 150~1250 mm | |||
| 2 | Flangebredde | 75 mm~300 mm | 75~400 mm | 75~600 mm | ||||||
| 3 | Kanalstål | Højde | 126 mm~400 mm | 150~700 mm | 150~1250 mm | 126~400 mm | ||||
| 4 | Benbredde | 53 mm~104 mm | 75~200 mm | 75~300 mm | 53~104 mm | |||||
| 5 | Minimumslængde for automatisk fodring | 1500 mm | 1500 mm | |||||||
| 6 | Maksimal fodringslængde | 12000 mm | 12000 mm | |||||||
| 7 | Maksimal vægt | 1500 kg | 1500 kg | |||||||
| 8 | Spindel | Antal borehoveder | 3 | |||||||
| 9 | Antal spindler pr. borehoved | 3 | ||||||||
| 10 | Boreområde for hoveddokke på begge sider | ¢12,5 mm~¢30 mm | 12,5~30 mm | |||||||
| 11 | Mellem boreområde | ¢12,5 mm~¢40 mm | 12,5~40 mm | |||||||
| 12 | Spindelhastighed(Omdrejninger i minuttet) | 180 o/min~560 o/min | 20~2000 o/min | 180~560 omdr./min. | ||||||
| 13 | Boreklemmeingform | Morse nr. 4 | ||||||||
| 14 | Aksial tilspændingshastighed | 20 mm/min-300 mm/min | 20~300 mm/min | |||||||
| 15 | CNC-akse | CNC-fremføringAxis | Servomotorkraft | 4 kW | 5 kW | 4 kW | ||||
| 16 | Maksimal hastighed | 40 m/min | 20 m/min | 40 m/min | ||||||
| 17 | Den øverste enhed bevæger sig vandret | Servomotorkraft | 1,5 kW | 1,5 kW | ||||||
| 18 | Maksimal hastighed | 10 m/min | 10 m/min | |||||||
| 19 | Fast side og mobil side bevæger sig lodret | Servomotorkraft | 1,5 kW | 1,5 kW | ||||||
| 20 | Maksimal hastighed | 10 m/min | 10 m/min | |||||||
| 21 | Værtsstørrelse | 4377x1418x2772mm | 6000 × 2100 × 3400 mm | 4377x1418x2772mm | ||||||
| 22 | Værtsvægt | 4300 kg | 7500 kg | 8500 kg | 4300 kg | |||||
| Vigtigste tekniske parametre for saveenheden: | ||||||||||
| Pladestørrelse | Maksimum | 500×400 mm | 700 × 400 mm | 1250 × 600 mm | 500×400 mm | |||||
| Minimum | 150 mm × 75 mm | 500x500mm | 100×75 mm | |||||||
| Savingklinge | T: 1,3 mm | T: 1,3 mm B: 41 mm | T: 1,6 mm B: 67 mm | T: 1,3 mm B: 41 mm | ||||||
| Motorkraft | Hovedmotor | 5,5 kW | 7,5 kW | 15 kW | 5,5 kW | |||||
| Hydraulisk | 2,2 kW | 2,2 kW | ||||||||
| Savklingens lineære hastighed | 20~80 m/min | 20~80 m/min | ||||||||
| Savklingens skærehastighed | Programstyring | |||||||||
| Arbejdsbordets højde | 800 mm | 800 mm | ||||||||
| NO | ANTAL | DLS400 | DMS700 | DMS1206A | DMS1250 |
| 1 | 1 sæt | Fodringsstøtte rullebord | Tværgående kanal til fødesiden | Tværgående læssebund til fodringsmateriale | Fodringsstøtte rullebord |
| 2 | 1 sæt | Fodervogn | Fodringsstøtterullebord | Fremføringsstøtteruller | Fodervogn |
| 3 | 1 sæt | Tredimensionel CNC-boremaskine (SWZ400/9) | Fodervogn | Fodringskniv | Tredimensionel CNC-boremaskine (SWZ1250C) |
| 4 | 1 sæt | Hjørnebåndsavmaskine (DJ500) | BHD700 / 3 CNC 3D boremaskine | Boremaskine | Hjørnebåndsavmaskine (DJ1250) |
| 5 | 1 sæt | Rullebord til udladningsstøtte | M1250markeringsmaskine | Skæremaskine | Rullebord til udladningsstøtte |
| 6 | 1 sæt | Elektriske systemer | DJ700 CNC vinkelbåndsavmaskine | Udgående støtteruller | Elektriske systemer |
| 7 | 1 sæt | Udkastningsstøtterullebord | Elektrisk styresystem | ||
| 8 | 1 sæt | Elektrisk system |
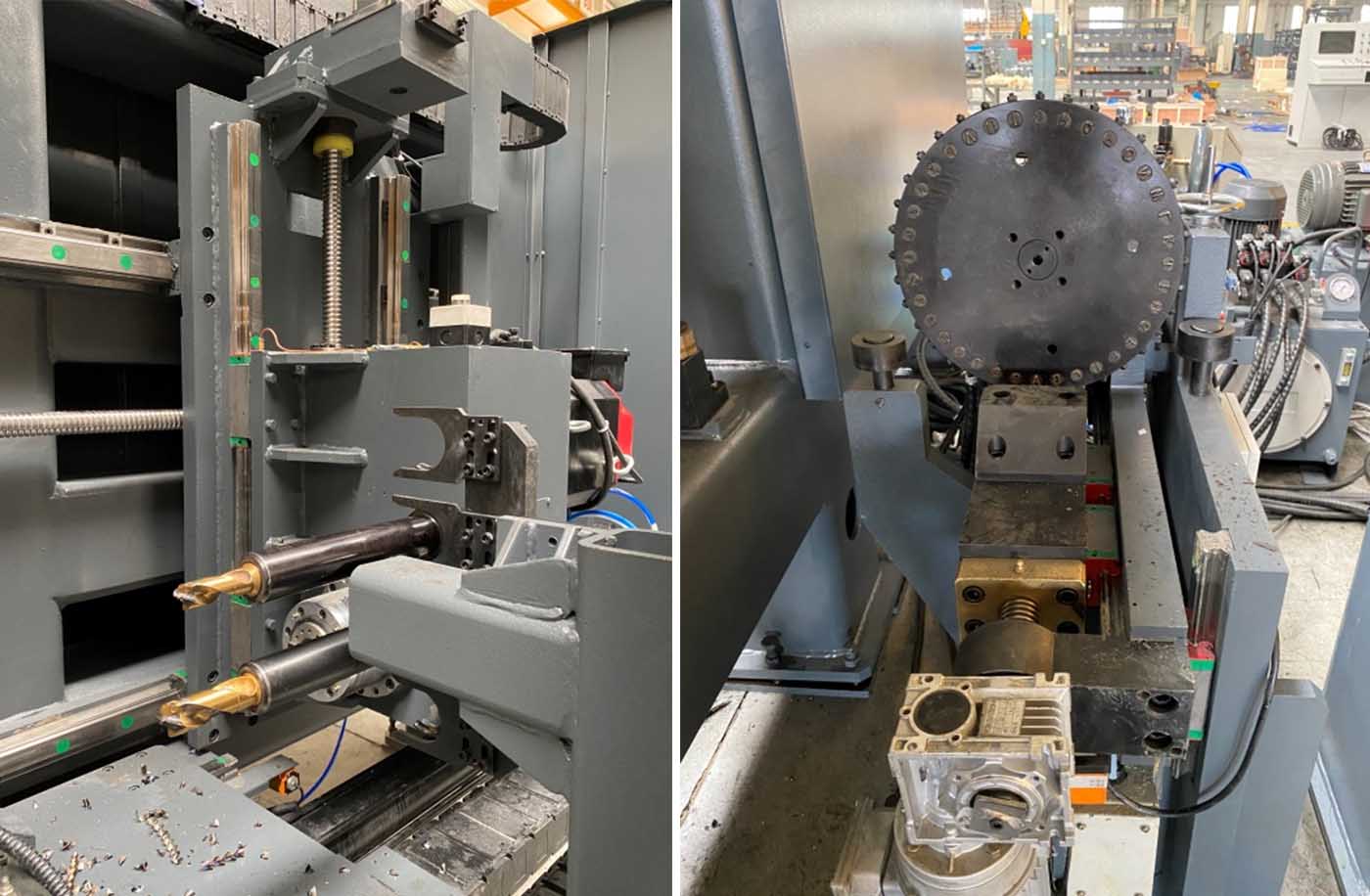
1. Stærk maskinramme. Fremstillet af stærk svejset stålplade og stålprofil efter tilstrækkelig varmebehandling med tilstrækkelig stivhed og ret pålidelig ydeevne.
2. Høj arbejdsnøjagtighed Tre CNC-akser Meget høj nøjagtighed: De to sidespindler bevæger sig op og ned (den faste spindelside og den bevægelige spindelside) og den vandrette bevægelse på den opadgående side. Alle 3 CNC-aksers høje nøjagtighed sikres af en lineær føringsskinne af god kvalitet fra verdenskendte mærker + AC servomotor + kugleskrue.

3. Automatisk måleenhed til kropshøjde og flangebredde. Den automatiske måleenhed til kropshøjde og flangebredde kan kompensere for boreoperationens tolerance, hvis der er nogen forårsaget af uregelmæssig kontur af materialeprofilen, hvilket sikrer højere arbejdsnøjagtighed.
4. Høj nøjagtighed af fodringsmaterialets position. Der er en fotoelektrisk fokuseringskontakt ved maskinens fodringsportal, der hurtigt får benchmarken for fodringsretningen og kan sikre en meget høj nøjagtighed af fodringspositionen, selv efter lang tids drift.

5. Avanceret, praktisk elektrisk styringssoftware. Softwaren kan automatisk oprette et behandlingsprogram ved direkte at læse tegningen (med det angivne format). Operatøren skal blot indtaste materialestørrelsen uden kompliceret programredigering, hvilket er meget praktisk for maskinens drift og forbedrer produktionseffektiviteten betydeligt.
| Ingen. | Navn | Bandet | Land |
| 1 | PLC | Invoice | Kina |
| 2 | Lineære føringer | HIWIN/CSK | Taiwan |
| 3 | Servomotor | Invoice | Kina |
| 4 | Serverdriver | Invoice | Kina |
| 5 | Kontrolventil | ATOS | Italien |
| 6 | Hydraulisk ventil | ATOS/Yuken | Italien |
| 7 | Hydraulisk pumpe | Justmark | Taiwan |
| 8 | Hydraulisk ventil | Yuken/Justmark | Japan/Taiwan |
| 9 | Lineære føringer | HIWIN/PMI | Taiwan |
| 10 | Båndsavklinge | WIKUS/Renault | Tysk/USA |



Virksomhedens korte profil  Fabrikinformation
Fabrikinformation  Årlig produktionskapacitet
Årlig produktionskapacitet  Handelsevne
Handelsevne 